Features

LP-PRODPLAN – Adding to the functionality of the commercial part, a comprehensive production planning module is available. Here the existing machines together with their attributes can be entered and combined to production lines considering the conditions in the shop floor. Based on this data and additionally on your individual priorities an automatic machine allocation validates the consistancy and plausibility of each machine and assigns the corresponding production line to each single bar marks. A manual reallocation of the assigned bar marks is also available like an overview of the machine allocation and work load per machine.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Technical Part
The production planning system makes it possible to allocate all the projects registered in LP-SYSTEM, their drawings/schedules and items optimally and automatically to the machines according to economic and technical criteria. It is freely definable how the user evaluates or correlates the economic and technical criteria.
Once the basic technical specifications of the machiny, the variously definable allocation options and priorities are stored in the system, the production planning system automatically handles the allocation of the items to the right machines.
If a drawing/schedule has been released in LP-SYSTEM for processing, this drawing/schedule appears in LP-ProdPlan in the list of drawing/schedule that have not yet been produced. From these drawing/schedule, any production units can be formed. For each production unit, the optimal allocation to the machines is then made. Manual re-allocation is possible at any time.
Each shape can be assigned to a specific machine if desired.
With the help of default values, it is possible to determine the production time. There are also activities such as change of bending head, removal times, etc. taken into account. A shift planning allows an accurate time planning of the production.
Statistics inform the user about the utilization of the machiny and the allocation of the items to the machines.
Once the production unit has been created, production lists and tags (including freely definable sorting order) can be printed. From this point on, all data is ready to be downloaded to the machines.
Main data
The main data is divided as follows:
- Machinery
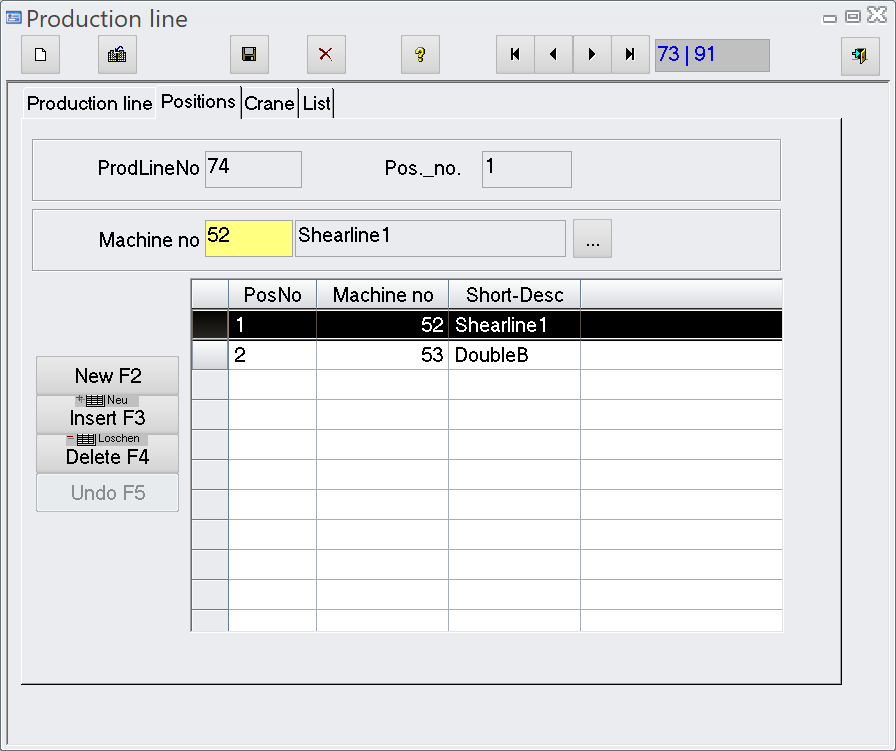
- Production lines
- Priorities
Production data
- Production unit
- Machine allocation
- Feedback (manual)
- Produktion list / outgoing
- Produktion list by shape code
- Produktion list by diameter and shift
- Produktion list by machine
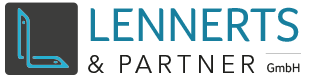
As many delivery units as needed with their steel, mesh and accessory items are combined to a single production unit.
This production unit is regarded as one unit within the entire system
Within the production unit an automatic machine allocation as well as a bar cutting optimization takes place, and thus the production sequence is optimised.
All items of a production unit are released together for each machine at production. All schedules which are still to be produced are displayed for the creation of a production unit. Delivery units are marked in dialog and assigned to the production unit unit.
There are numerous display options available to the user: each delivery unit is displayed in its item and weight proportion with regard to steel, mesh and accessories.
For each delivery unit all items (steel, mesh, accessories) can be displayed.
Items can also be re-allocated manually. For this purpose, the user is supported with an automatic search function. With this function it is possible to automatically mark items with certain criteria. The corresponding items are marked by the system. It is possible to select a machine to which the marked items will then be assigned. Depending on the system settings (parameters / system parameters), the bending machine is selected automatically or by the user in the case of a cutting and bending process. With the button „automatic machine allocation“ the machine can be assigned to the marked items by the system.
For bar cutting systems, an optimization can also be called up, which already provides information about the quality of scrap and offcuts during the production unit creation process. By modifying the selected drawings/schedules of a delivery unit and the re-optimizing process, the user can influence the Commission’s blend of dialogue.
As a result of this diverse information, the person concerned has the best possible overview of the current status of the production unit and can control the data (item data) as required.
As all important data is available immediately, the user is extremely well supported in the optimal planning of the production. All questions of importance are answered on the screen without delay. The person responsible can concentrate on the actual planning tasks and need not waste valuable time researching.
Utilization
The menu item “utilization” makes it possible to monitor the utilization of the machines for a specific production date.
Machines
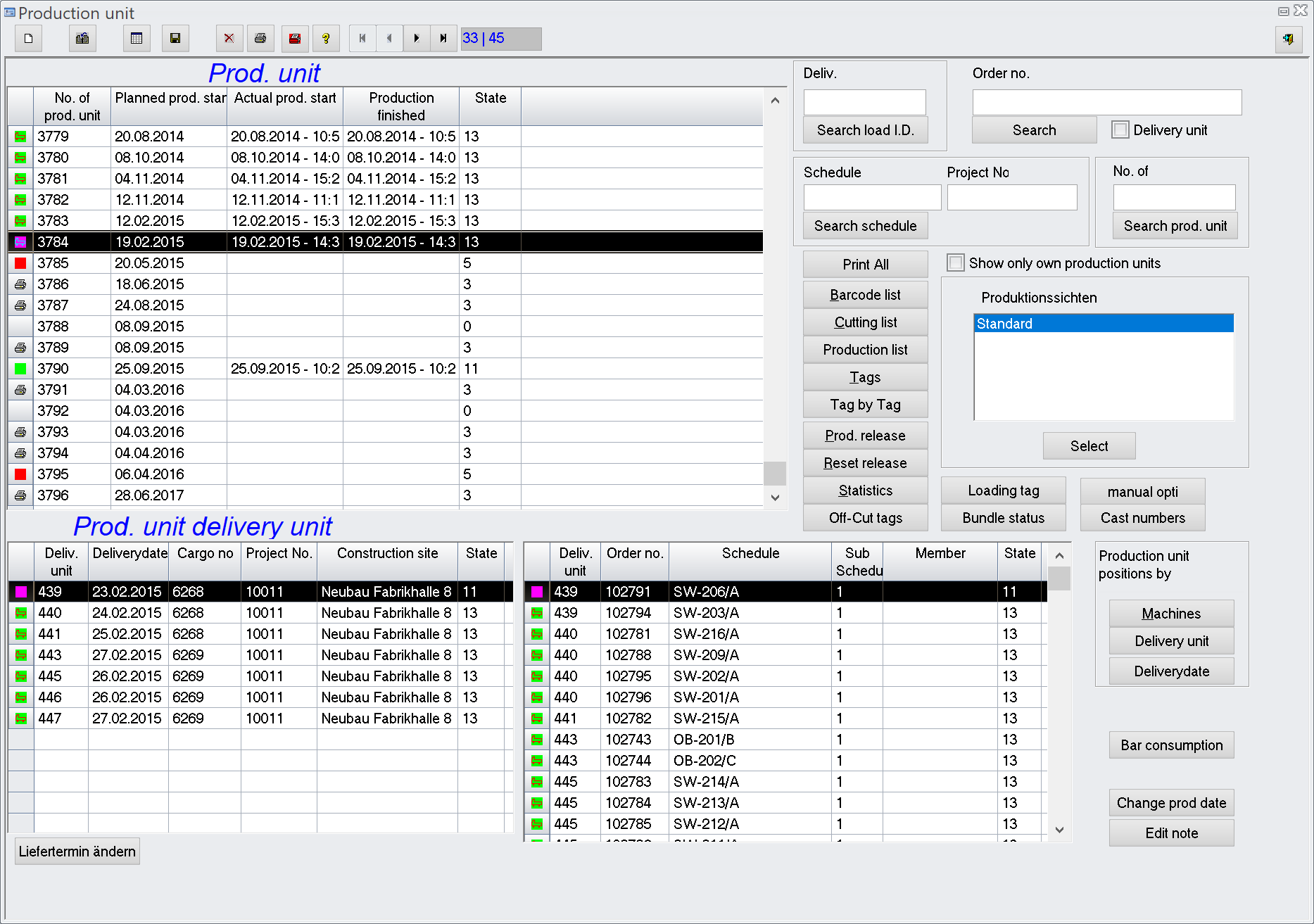
All machines available in the rebar shop are depicted here exactly. Machine type (bar cutting system, stirrup bending machine, straightening and cutting machine, bending machine, etc.) and processing options are defined for each machine.
The types of processing ‚cutting‘ and ‚bending‘ per diameter are recorded, i. e. for each diameter is indicated whether the machine can cut and/or bend this diameter.
If ‚cutting‘ is allowed for a certain diameter, the used material is entered, which makes a correct stock booking possible. For each machine further manufacturing criteria are defined, such as factors for the calculation of the production times, availability and so on.
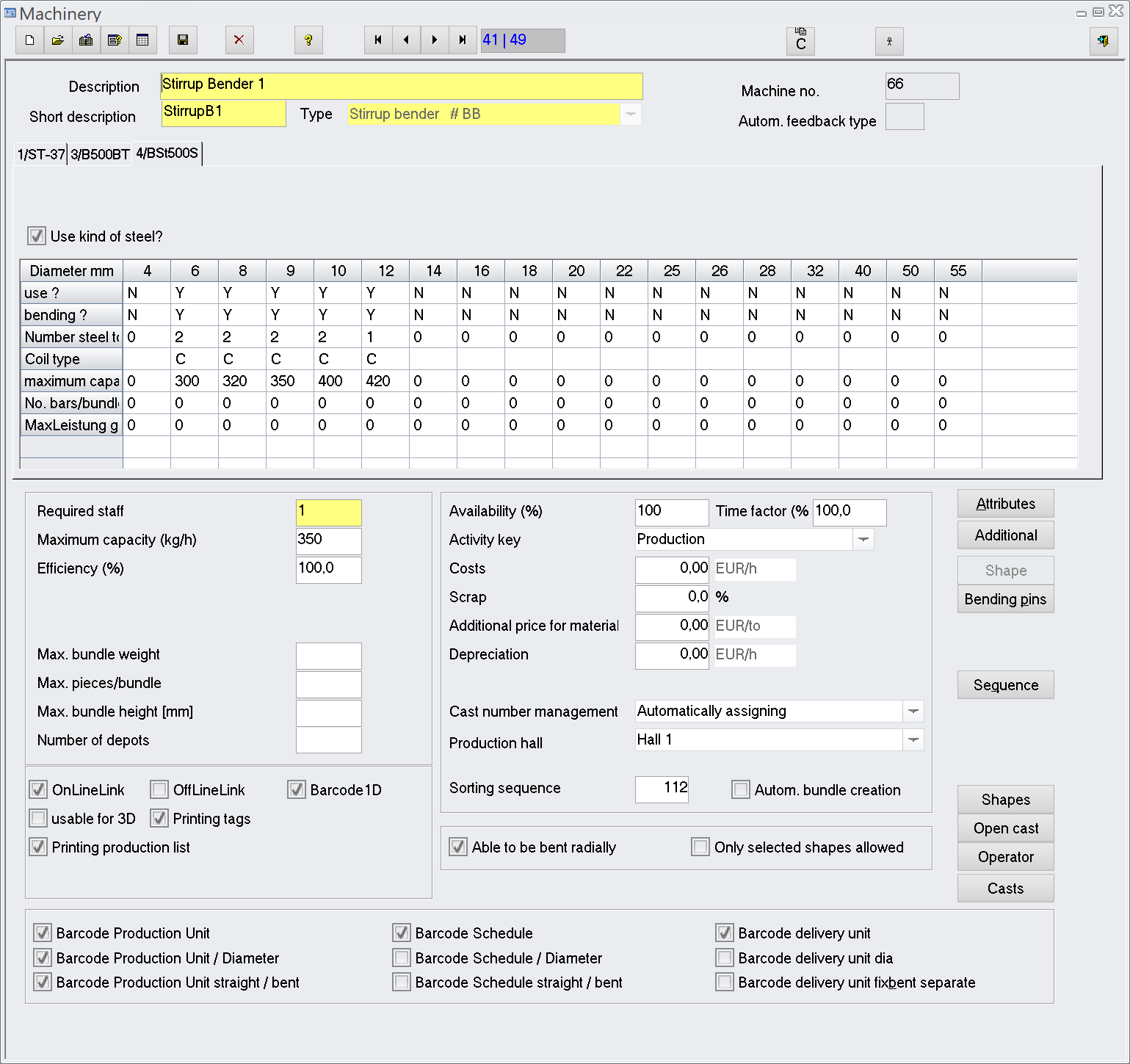
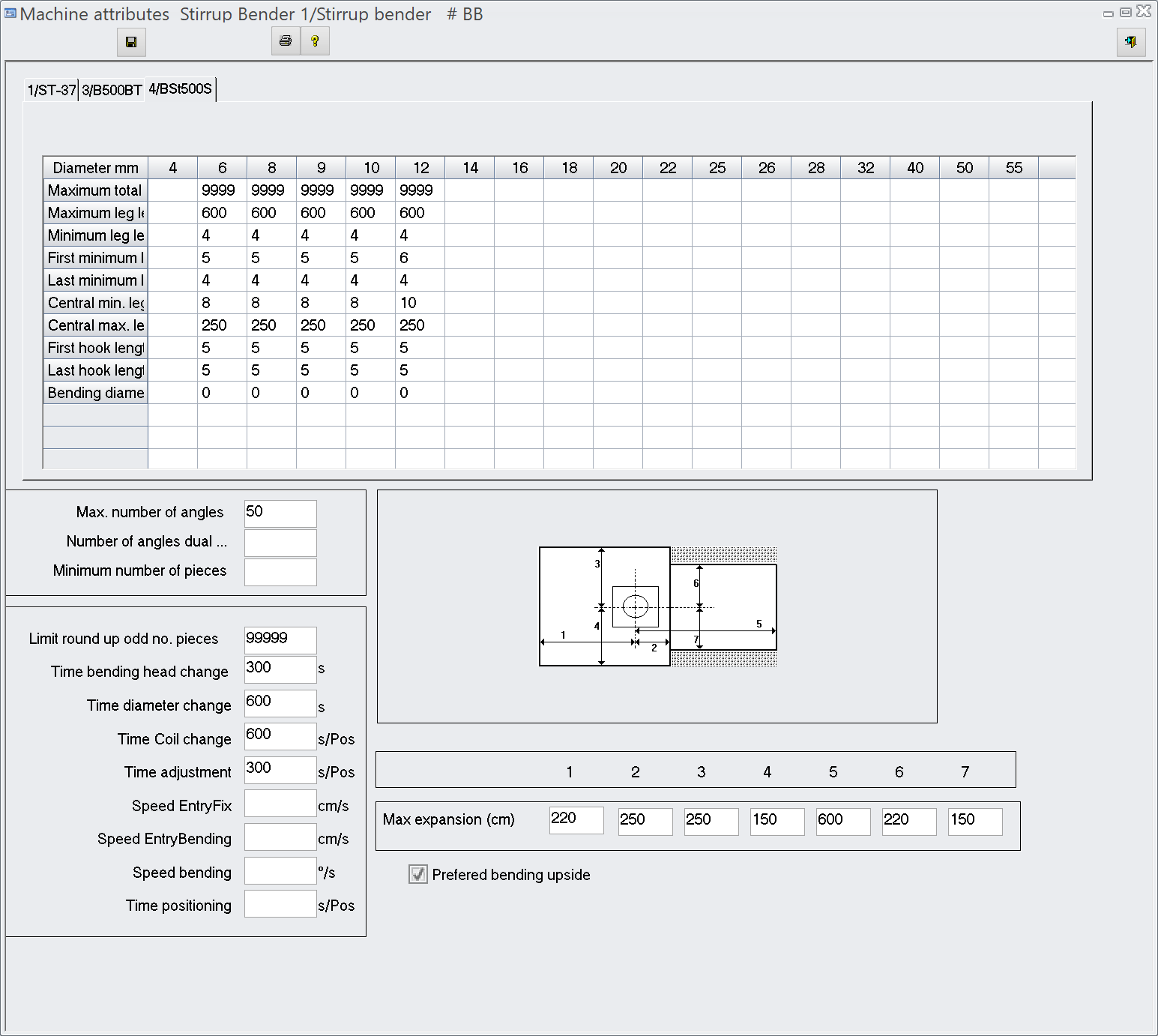
Depending on the machine type, additional special data is recorded, such as
- available diameter bening pin
- standard stock lengths
- bin system
- expansion of the machine (for testing the shape on stirrup bending devices)
- performance data (for the calculation of time standards)
The production sequence (schedule related, diameter related, shapes, length etc.) depends on the machine and is defined by the user for each individual machine. It can be changed at any time.
In this way software can be adapted to the work flow of your rebar shop.
Optimization Sequence
The automatic allocation for the machines happens during the preparation of the delivery units and/or during the entry of barmark item lists.
When automatically allocating the machines, it is first of all verified whether there is a fixed machine standard for the shape of the item (see definition of bending forms). If this is the case, a test takes place, as to whether the item can be produced on the machine, on the basis of technical production restrictions (see machine data definitions). If the test result is positive, the item is allocated to the given machine.
Otherwise, each machine is tested in the sequence which is given on the priority list (see definition of priorities), as to whether it can produce the item, as long as no allocation could be made.
If a machine is found, a capacity test takes place according to the system configuration, i. e. if the machine is already too busy, the item is not allocated and the next machine of the priority list is checked. This capacity consideration is optional and can be turned off. Then the items are allocated to the machines independently of the present utilization.
If all items are allocated, an individual sequence optimization is performed for each machine, which assigns the items according to the efficiency principle. In this case the sequence defined by the user is adhered to (see definition of machine data).
Unnecessary and time consuming changes to the equipment of the machine (diameter, steel, bend pin etc.) are thus avoided.
Where a bar cutting system is concerned, an efficient cutting optimization is performed instead of a sequence optimization, which noticeably decreases the amount of scrap and offcuts and thus reduces production costs.
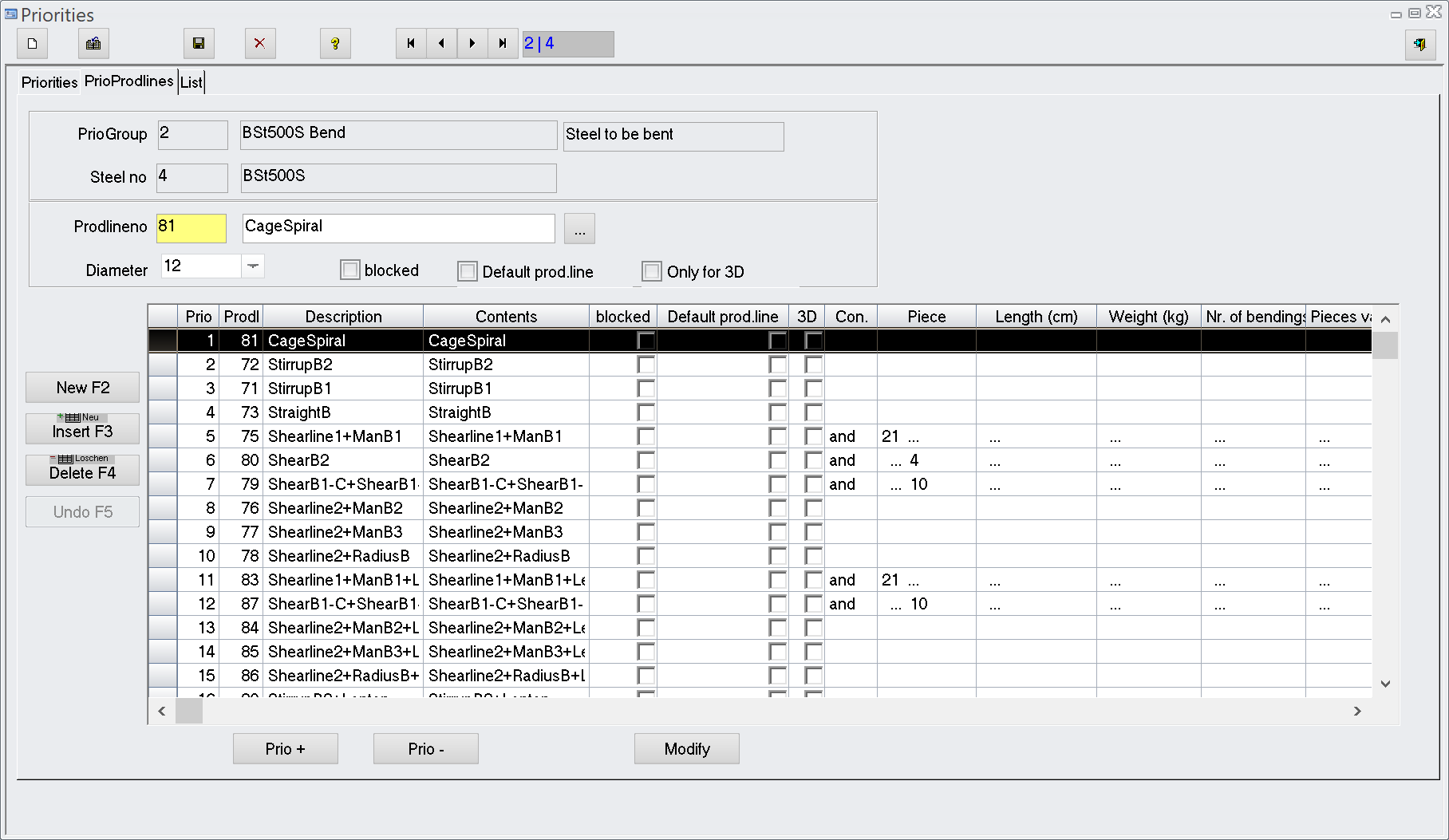
Priorities
For each possible type of processing (cutting, bending and cutting/bending), a separate list of priorities is managed per diameter, which determines the order in which the items should be allocated to the machines.
As additional criteria, minimum and maximum threshold values (length, number of pieces, weight) can be specified, which then influence the allocation. In this case, it is also possible to block certain machines for a processing type/diameter for the allocation, i. e. this machine will not be included in the automatic split of items on machines (but is still available for manual assignments by the user).
The philosophy pursued in your rebar shop is so completely mapped in the system and the basis for automation.
Stock lengths
The lengths (freely definable) and diameters (6mm to … 50mm) which are available as stock lengths can be specified, in dependence on available inventory lengths. Items, for which a suitable stock length is found, are then no longer allocated to a cutting machine, but are taken directly from the stock. These items are noted for each delivery unit on a separate production list „stock lengths“.
Due to the modular programming method, the bar cutting optimization of various bar cutting systems can be applied. The following criteria are to be considered during optimization:
Flexible requirements for stock lengths
Depending on available stock lengths, the lengths (freely definable) and the diameters which should be used, can be specified for each optimization run. The selection can and should be varied in order to improve the result of the optimization.
Definition of the Bin system
The number of channels as well as the bins per channel for the machine’s conveying system, is specified for each bar cutting system. The numbering of the bins can take three different forms (horizontal, vertical and user defined). In addition to this, a maximum length must be defined for each bin type, so that the system fills the individual items correctly to the appropriate bins. The items which are not to be produced because of their length can then be identified and rejected. If desired, a certain channel may be determined, into which the bars that are to be bent can be filled. Otherwise bar which is still to be bent is handled in the same way as straight bar.
Freely definable machine parameters
The user can define the maximum quantity of bars for each diameter, which can be inserted simultaneously. If performance drops down as a result of wear and tear of the shears, these values can naturally be adapted according to the circumstances.
Settings of system parameters
This issue represents the core of the optimization for the user. There is the opportunity by means of these settings to be made, to considerably influence the processing of the optimization. Alternatively, the user may choose depending on the previous production process, whether the items of the various schedules should be processed schedule-wise resp. diameter-wise. That is, whether a schedule which has already been begun, should be completed as quickly as possible or as the case may be, successively, for all items of a diameter (naturally from the point of view cutting optimization).
In addition to this, the user decides whether all items of a schedule should be filled in a bin, in order to consider the workflow of the optimization.
Additional characteristics
Graduated lengths are handled differently to all other items during the optimization run. They are filled in one bin due to their low number of pieces, amongst other things.
When printing the cutting list, the user receives statistics about the used stock lengths (number of pieces per length and diameter), scrap and offcuts as well as the computed production times.
The application of bar optimization reduces personnel time at the machine (reduced input, manual optimization), so that with the same amount of work, a higher degree of machine utilization and productivity is attained. The result is that a higher tonnage is produced at lower production cost per ton.
Previous experience has shown that the application of bar optimization results in an increase of production for the bar cutting system (with machine downloading) by 30 – 40%.
Machine downloading
The machine control system transfers the data from the production units within LP-ProdPlan to the machines after according request, i. e. by using a barcode scanning system at the machines.
Here, the data is transmitted by means of a cable (LAN) to the respective machine. The request of the data takes place by means of reading in or scanning a barcode which is located on the label or a barcode list.
It is possible to interrupt production at any time, prefer other items and thencontinue again later. Thus the sequence of production can still be freely defined.
Despite the machine is being downloaded, a flexible production is possible anyway. The input time at the machines disappears as well as the input errors involved.
Following machines have already been downloaded:
- Stirrup Bender
- Bar cutting machine
- Double bending machines
- Straightening and cutting machines with bending
- Straightening and cutting machines
- Mesh welding machines
- Special machines (Rolled mesh, pile cages)
The offline downloading is working without connection to the machine as the barcode (PDF-barcode) already includes all data which are required for downloading.
The automatic data summary of data completes the solution for the rebar shop with online-downloading. This is understood as the automatic feedback of all produced items in the production.
The operatorof the machine logs on at the machine when start working at the machine with an identification card, which has a bar-code. All machines are asked about produced and completed items within short intervals.
This data is recorded in LP-ProdPlan and illustrated graphically on a bar chart. It is thus possible to receive a continuous, up-to-date overview of the progress of the production.
The Data Summary registers:
- Who
- When
- Which position
- What time
- For how long
- And substantially increases the transparency of your production.
With this module items can be feedbacked in LP-SYTEM or LP-PRODPLAN. Requirement for this is a strip on the label on which a barcode is printed.
This is for production control, i.e. after completion of the items the strip is teared off and the barcode on it is scanned and thus feedback took place. This is also possible via a WLAN scanner.
The light version contains only these functionalities
- Management of machines
- Management of production lines
- Management of priorities
- Automatic machine allocation
System requirements
State 1st of January 2018
A. Machine Control Server (Only for Online Downloading)
Recommendation
- like a workstation, but additional
- 19″ colour monitor
- Microsoft Windows 7 Professional
- serial ports after consulation LENNERTS & PARTNER GmbH
- remote access to the PC-console via RDP or similar
B. Remote Assistance
- IP-router or
- Dial-in via RRAS resp. RAS on Windows Server resp. workstation or
- VPN-connection
- Remote desktop access on server
- or TeamViewer Version 11
C. UPS
Recommendation
- Online- work or interactive UPS
- 1000 VA
- use for fileserver, printer, operation-PC
Alternative
- Online- work or interactive UPS
- 3000 VA or above
- Management software
- use for complete computer equipment
For new providing or completing the recommended hardware should be taken as basis. If other software products should be used on the computer so corresponding extensions according to their information have to be considered. We would like to point out that it would be meaningful to have a certain inventory of replacement hardware in stock, in order to counteract possible breakdowns (e.g. defects, theft).