Funktionen

LP-PRODPLAN – Ergänzt wird der Funktionsumfang der kommerziellen Seite durch eine umfassende Produktionsplanung. Hier können die vorhandenen Maschinen mit Ihren Attributen hinterlegt und passend zu den Gegebenheiten in der Produktionshalle zu Produktionslinien kombiniert werden.
Basierend auf diesen Daten und Ihren individuellen Prioritäten erfolgt eine automatische Maschinenzuteilung mit Plausbilitätsprüfung für jede einzelne erfasste Position. Eine manuelle Umverteilung genauso wie eine Übersicht der Maschinenauslastung steht selbstverständlich auch zur Verfügung.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
TechnischerTeil
Die Produktionsplanung erlaubt es, alle in LP-SYSTEM erfaßten Projekte, deren Pläne und Positionen nach wirtschaftlichen und technischen Kriterien optimal und automatisch auf die Maschinen zuzuteilen. Dabei ist es frei definierbar, wie der Benutzer die wirtschaftlichen und technischen Kriterien bewertet oder miteinander in Beziehung setzt.
Sind die grundlegenden technischen Angaben zum Maschinenpark, die vielfältig definierbaren Zuteilungsmöglichkeiten und Prioritäten einmal im System hinterlegt, erledigt die Produktionsplanung die Zuteilung der Positionen auf die Maschinen automatisch.Wurde in LP-SYSTEM ein Plan zur Bearbeitung freigegeben, so erscheint dieser Plan in LP-ProdPlan in der Auflistung der noch nicht produzierten Pläne. Aus diesen Plänen können dann beliebige Fertigungslose gebildet werden. Für jedes Fertigungslos wird dann die optimale Zuteilung auf die Maschinen vorgenommen. Eine manuelle Umverteilung ist jederzeit möglich.
Jeder Biegeform kann auf Wunsch eine bestimmte Maschine zugewiesen werden.
Mit Hilfe von Vorgabezeiten ist es möglich, die Fertigungszeit zu bestimmen. Es werden auch Tätigkeiten wie z. B. Biegekopfwechsel, Abtransportzeiten etc. berücksichtigt. Eine Schichtenplanung erlaubt eine genaue zeitliche Planung der Fertigung
Statistiken informieren den Benutzer über die Auslastung des Maschinenparks und die Verteilung der Positionen auf den Maschinen.
Wurde das Fertigungslos angelegt, können Fertigungslisten und Etiketten (inkl. frei definierbarer Sortierreihenfolge) gedruckt werden. Ab diesem Zeitpunkt stehen alle Daten zur Ansteuerung der Maschinen bereit.
Stammdaten
Die Stammdaten sind wie folgt aufgeteilt:
- Maschinenstamm
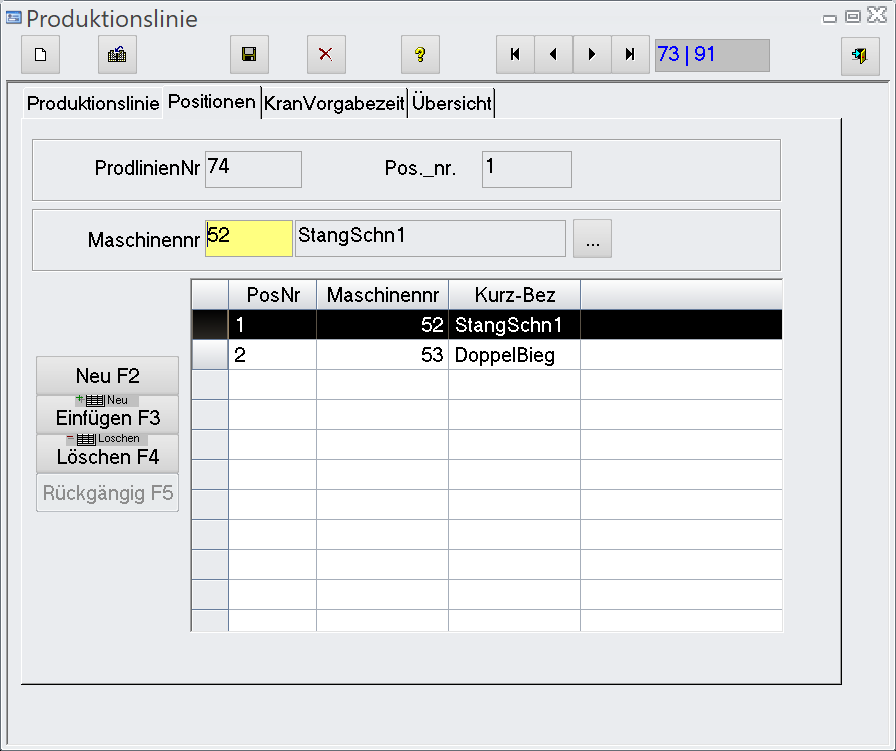
- Produktionslinien
- Prioritäten
Produktionsdaten
- Fertigungslos
- Maschinenzuteilung
- Rückmeldung (manuell)
- Liste Produktion/Ausgang
- Liste Produktion Biegeformen
- Liste Produktion Durchmesser je Schicht
- Liste Produktion je Maschine
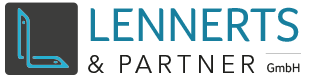
Zu einem Fertigungslos werden beliebig viele Kommissionen mit ihren Stahl-, Matten- und Zubehörpositionen zusammengefasst.
Dieses Fertigungslos wird im gesamten System als eine Einheit betrachtet.
Innerhalb eines Fertigungslos findet eine Maschinenzuteilung statt, erfolgt die Verschnittoptimierung für Stangenschneidsysteme und wird die Fertigungsreihenfolge optimiert.
Alle Positionen eines Fertigungslos werden pro Maschine gemeinsam zur Fertigung freigegeben. Zur Generierung eines Fertigungslos werden alle noch zu produzierenden Kommissionen angezeigt.
Dabei stehen dem Benutzer zahlreiche Darstellungsmöglichkeiten zur Verfügung: jede Kommission wird in Ihre Positions- und Gewichtsanteile bzgl. Stahl, Matten und Zubehör gegliedert dargestellt.
Für jede Kommission können alle Positionen (Stahl, Matten, Zubehör) angezeigt werden.
Positionen können auch manuell umverteilt werden. Dazu wird der Benutzer mit einer automatischen Auswahlfunktion unterstützt. Durch diese Funktion ist es möglich, automatisch Positionen mit bestimmten Kriterien zu markieren. Die entsprechenden Positionen werden vom System markiert. Es kann eine Maschine ausgewählt werden, der die markierten Positionen dann zugeteilt werden. Je nach Systemeinstellung (Parameter/Systemparameter) wird die Biegemaschine bei einer Doppelbearbeitung automatisch oder vom Benutzer ausgewählt. Mit dem Button „automatische Maschinenzuteilung“ kann den markierten Positionen die Maschine vom System zugeteilt werden.
Für Stangenschneidsysteme kann zudem noch eine Verschnittoptimierung aufgerufen werden, die schon während der Erstellung des Fertigungslos Aussagen über Verschnittgüte und Reste liefert. Der Benutzer kann hiermit durch Veränderung der ausgewählten Pläne der Kommission und erneute Optimierung den Verschnitt der Kommission im Dialog beeinflussen.
Somit hat der Bearbeiter durch diese vielfältigen Informationen größtmöglichen Überblick über die aktuelle Kommissionierung und kann bei Bedarf die Daten in den Speziellen (Positionsdaten) kontrollieren.
Da alle wichtigen Daten sofort verfügbar sind, wird der Benutzer bei der optimalen Planung der Fertigung bestmöglich unterstützt. Alle interessanten Fragen werden schnell am Bildschirm ohne Zeitverlust beantwortet. Der Bearbeiter kann sich so auf seine eigentlichen Aufgaben der Planung konzentrieren und muss nicht kostbare Zeit mit Recherchen vergeuden.
Auslastung
Der Programmpunkt Auslastung ermöglicht es, für einen bestimmten Produktionstermin die Auslastung der Maschinen zu überwachen.
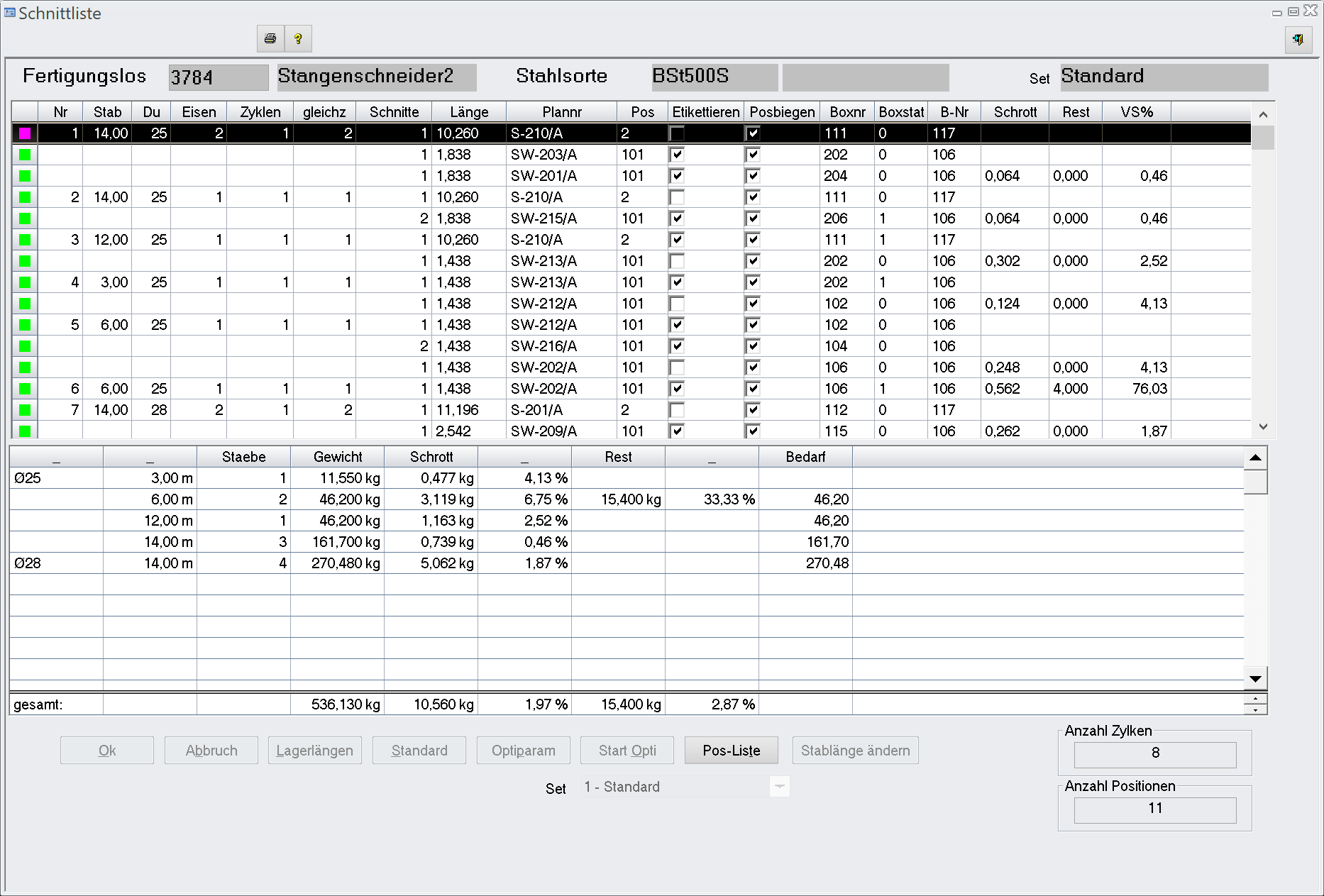
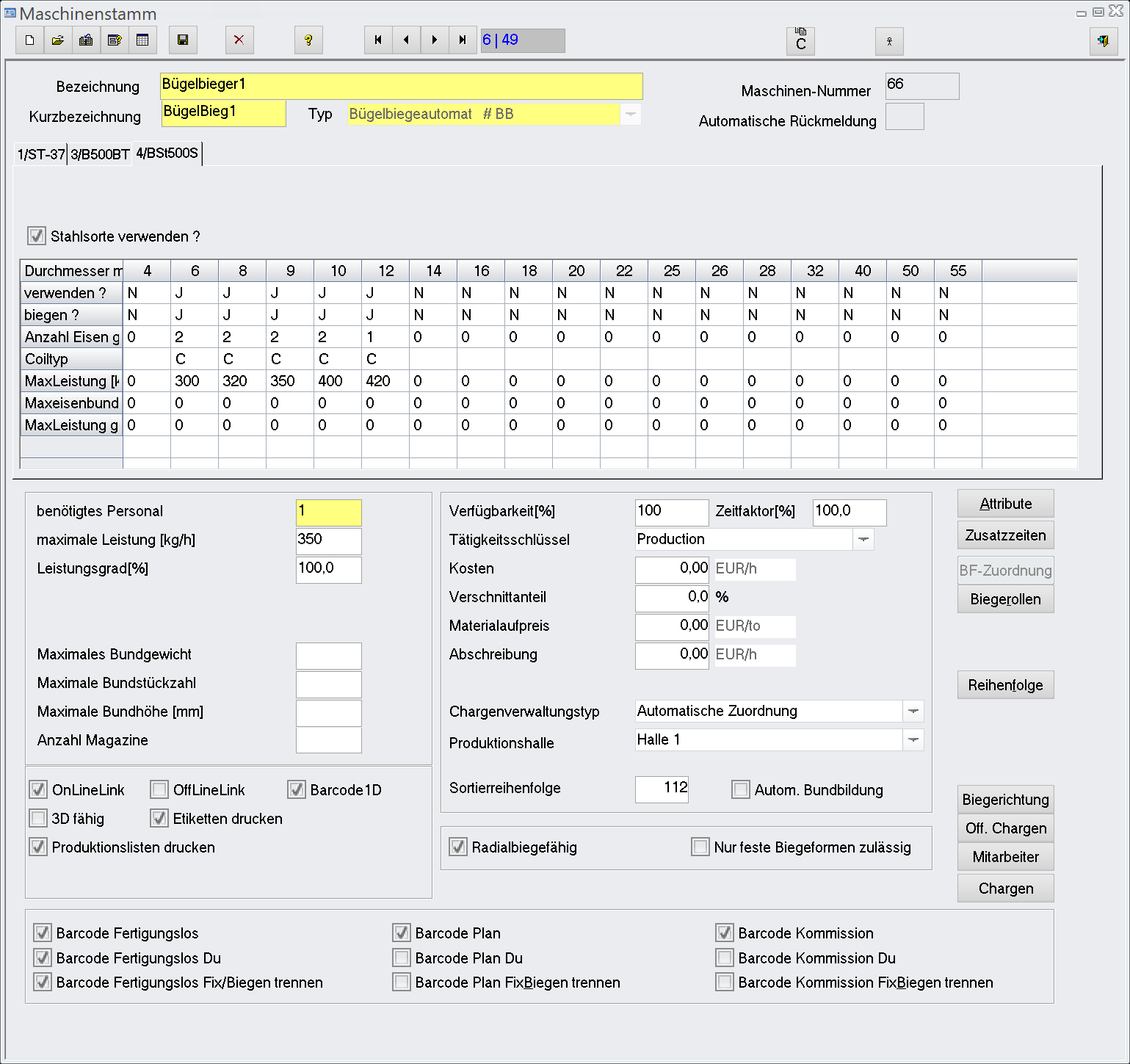
Maschinen
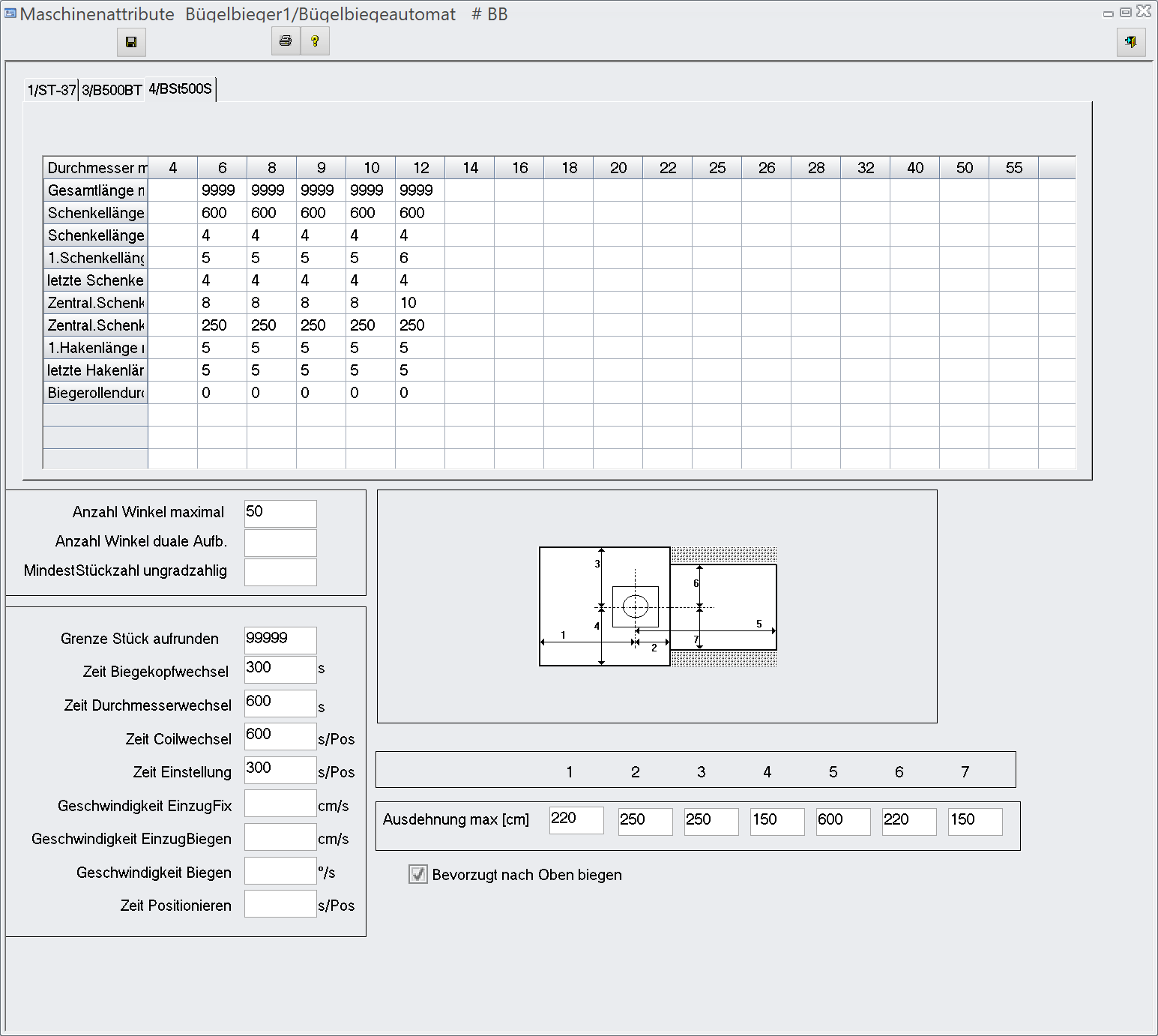
Alle in Ihrer Biegerei vorhandenen Maschinen werden hier exakt abgebildet. Für jede Maschine werden Maschinentyp (Stangenschneidsystem, Bügelbiegeautomat, Richt- und Schneideanlage, Biegemaschine, usw.) und Bearbeitungsmöglichkeiten definiert.
Dabei werden die Bearbeitungsarten ’schneiden’ und ’biegen’ pro Durchmesser erfasst, d. h. für jeden Durchmesser wird angegeben, ob die Maschine diesen Durchmesser schneiden und/oder biegen kann.
Ist ’schneiden’ für einen bestimmten Durchmesser zugelassen, wird das verwendete Material eingegeben, wodurch eine korrekte Lagerbuchung möglich wird. Für jede Maschine werden weitere fertigungstechnische Kriterien, wie Faktoren für die Berechnung der Fertigungsvorgabezeiten, Verfügbarkeit usw. definiert.
Je nach Maschinentyp werden zusätzlich spezielle Daten erfasst, wie z. B.
- verfügbare Rollendurchmesser
- Standard-Lagerlägen
- Boxenplan
- Ausdehnung der Maschine (für Prüfung der Biegeform auf Bügelbiegeautomat)
- Leistungsdaten (für die Berechnung von Vorgabezeiten)
Die Fertigungsreihenfolge (planbezogen, durchmesserbezogen, Biegeformen, Länge, usw.) ist maschinenabhängig und wird für jede Maschine einzeln frei vom Benutzer definiert und kann jederzeit verändert werden.
Hierdurch ist eine optimale Anpassung der Software an den spezifischen Arbeitsablauf Ihrer Biegerei möglich.
Optimierungs-Reihenfolge
Die automatische Zuteilung der Maschinen erfolgt bei der Erstellung der Kommissionierung der Pläne und/oder bei der Eingabe der Stahllistenpositionen.
Bei der automatischen Zuteilung der Maschinen wird zuerst geprüft, ob für die Biegeform der Position eine fixe Vorgabe der Maschine vorliegt (siehe Definition der Biegeformen). Ist dies der Fall, erfolgt eine Prüfung, ob die Position auf der Maschine anhand der fertigungstechnischen Restriktionen (siehe Definition der Maschinendaten) gefertigt werden kann. Ist die Prüfung positiv, wird die Position der angegebenen Maschine zugeteilt.
Sonst wird nach der Reihenfolge, die in der Prioritätenliste angegeben ist (siehe Definition der Prioritäten), jede Maschine geprüft, ob von ihr die Position gefertigt werden kann, solange keine Zuteilung getroffen werden konnte.
Ist eine Maschine gefunden, erfolgt je nach Systemkonfiguration eine Kapazitätsprüfung, d. h. ist die Maschine schon ausgelastet, wird die Position nicht zugeteilt und die nächste Maschine der Prioritätenliste geprüft. Diese Kapazitätsberücksichtigung ist optional und kann ausgeschaltet werden; dann werden die Positionen unabhängig von der gegenwärtigen Auslastung den Maschinen zugewiesen.
Sind alle Positionen zugeteilt, wird für jede Maschine eine individuelle Reihenfolgeoptimierung durchgeführt, die die Positionen nach dem Wirtschaftlichkeitsprinzip anordnet. Dabei wird nach der benutzerdefinierten Reihenfolge (siehe Definition der Maschinendaten) verfahren.
Unnötige und zeitintensive Wechsel der Bestückung der Maschine (Durchmesser Stahl, Biegerolle usw.) werden so vermieden.
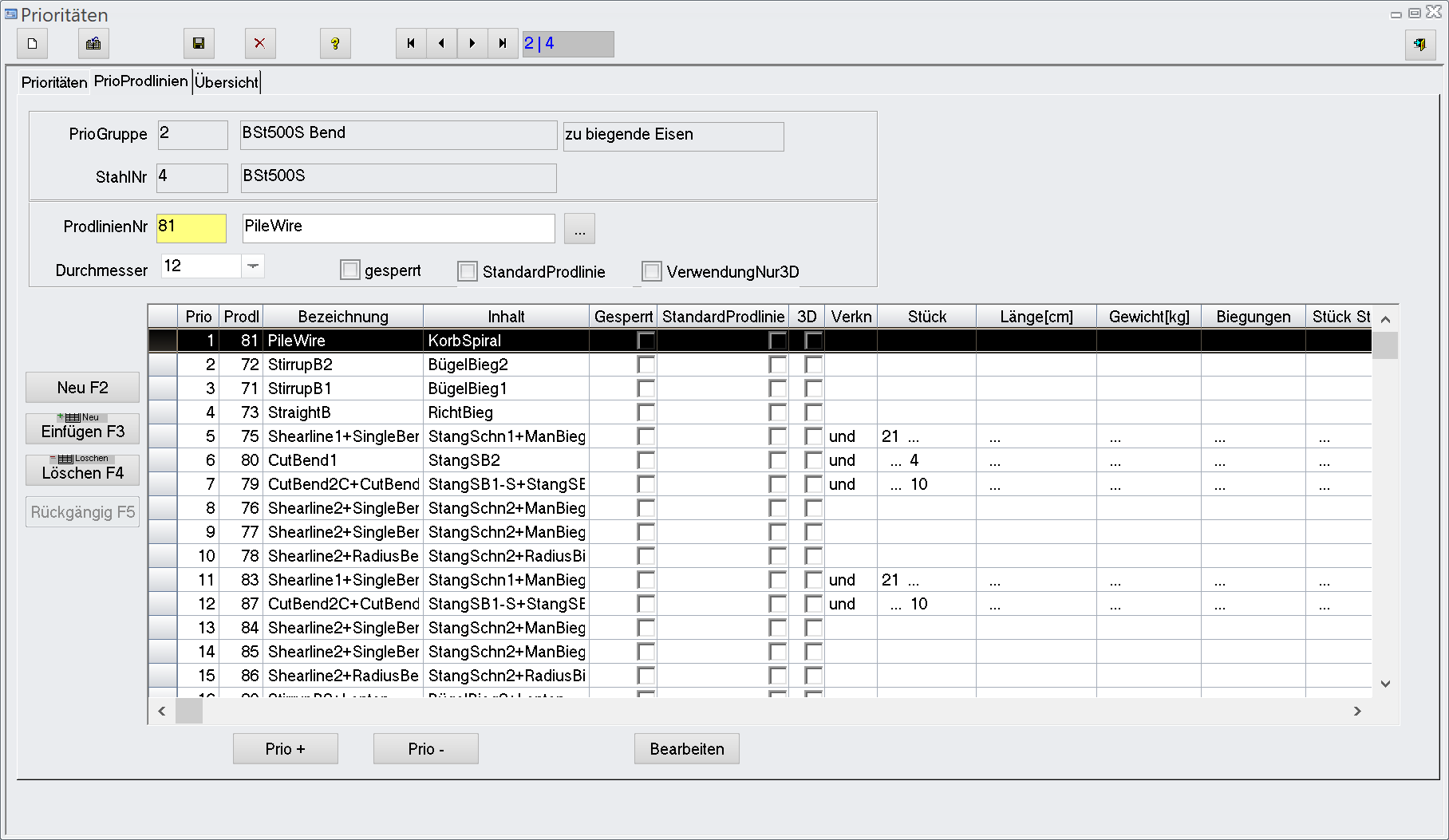
Prioritäten
Für jede mögliche Bearbeitungsart (Schneiden, Biegen und Schneiden/Biegen) wird pro Durchmesser eine separate Prioritätenliste verwaltet, die festlegt, in welcher Reihenfolge die Positionen auf die Maschinen zugeteilt werden sollen.
Als zusätzliche Kriterien können minimale und maximale Schwellwerte (Länge, Stückzahl, Gewicht) angegeben werden, die dann die Zuteilung beeinflussen. Hierbei besteht auch die Möglichkeit, bestimmte Maschinen für eine Bearbeitungsart/Durchmesser für die Zuteilung zu sperren, d. h. diese Maschine wird dann bei der automatischen Aufteilung der Positionen auf Maschinen nicht berücksichtigt (steht aber dennoch für manuelle Zuteilungen durch den Benutzer zur Verfügung).
Die in Ihrer Biegerei verfolgte Philosophie wird so vollständig im System abgebildet und der Automatisierung zugrunde gelegt.
Lagerlängen
In Abhängigkeit der vorhandenen Bestandslängen kann angegeben werden, welche Längen (frei definierbar) welchen Durchmessers (6mm bis 28mm) als Lagerlängen verfügbar sind. Positionen, für die eine passende Lagerlänge gefunden wird, werden dann nicht mehr auf eine Schneidemaschine zugeteilt, sondern vom Lager direkt entnommen. Diese Positionen werden pro Kommission auf einer separaten Fertigungsliste „Lagerlängen“ vermerkt.
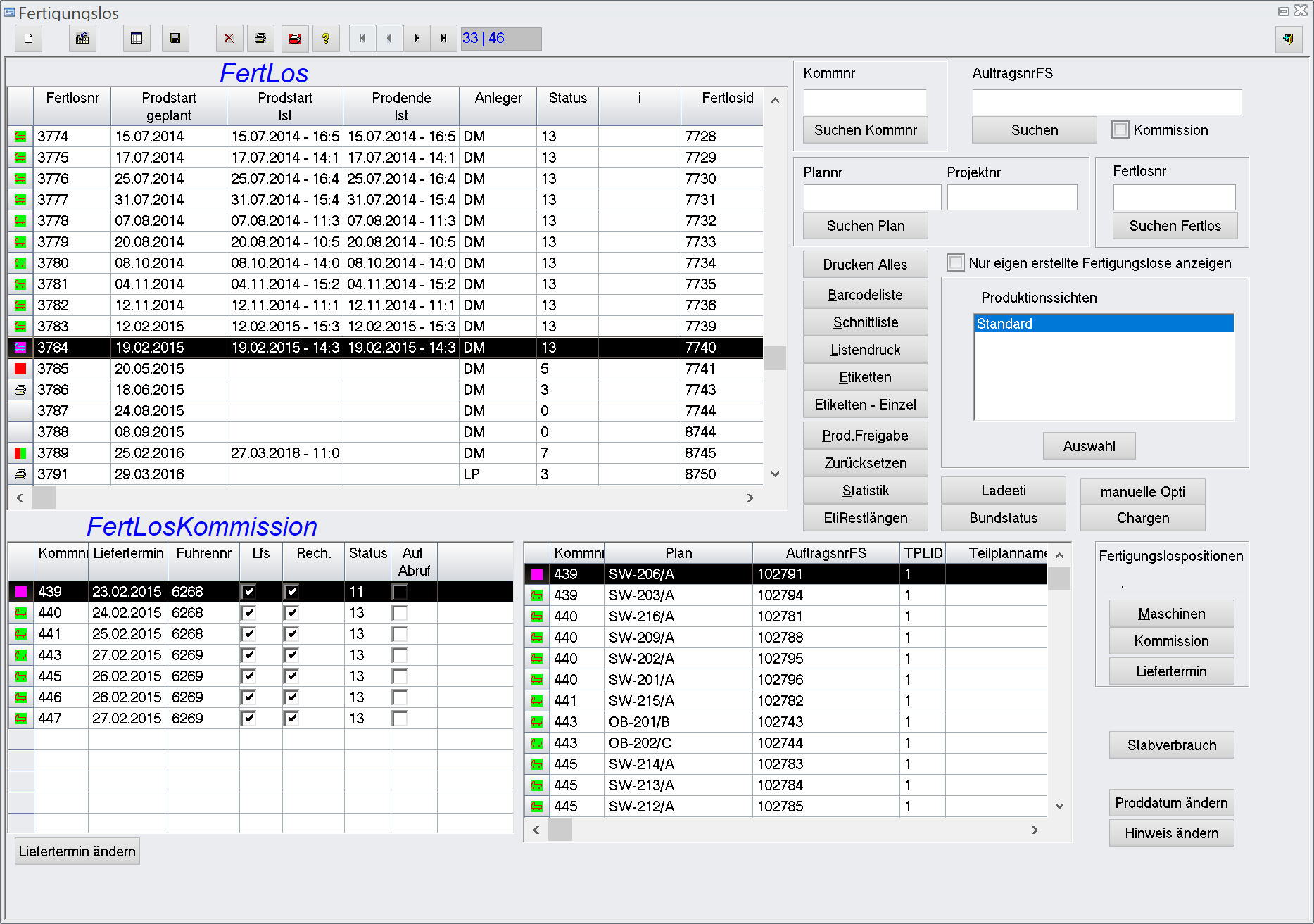
Stangenoptimierung
Die Stangenoptimierung, welche zur Ansteuerung von Stangenschneidautomaten unbedingt notwendig ist, optimiert jeweils für das aktuelle Fertigungslos den Verschnitt des Stangenmaterials.
Die Ergebnisse der Optimierung sind beeinflußbar durch die flexible Vorgabe der Lagerlängen, die Definition des Boxenplans, frei definierbare Maschinenparameter (z. B. max. Anzahl der Eisen die gleichzeitig eingezogen werden können je Durchmesser), Angabe der erlaubten Toleranzen. Eine Definition der Restlängen ermittelt den Anteil der im Verschnitt enthaltenen Schrott- und Restlängen.
Weiterhin kann der Benutzer bestimmen, ob die Optimierung planbezogen oder durchmesserbezogen durchgeführt werden soll und ob die Positionen eines Plans in eine Box abgelegt werden sollen.
Maschinenansteuerung
Die Maschinenansteuerung übertragt die Daten der in LP-PRODPLAN gebildeten Fertigungslose nach Abruf an die Maschinen.
Hierbei werden die Daten mittels eines LAN-Kabels an die jeweilige Maschine übertrage. Der Abruf der Daten erfolgt mittels scannen der Barcodes, der sich auf dem Etikett oder einer Barcodeliste befindet.
Es ist jederzeit möglich, die Produktion zu unterbrechen, andere Positionen vorzuschieben und später wieder fortzufahren. Auch kann die Reihenfolge der Abarbeitung immer noch frei gewählt werden.
Damit ist, trotz Ansteuerung der Maschinen, immer noch eine flexible Produktion möglich. Es entfallen die Eingabezeiten an der Maschine sowie damit verbundene Eingabefehler.
Folgende Maschinentypen wurden bereits angesteuert:
- Bügelbiegeautomat
- Stangenschneidautomat
- Richt- und Schneideanlage mit Biegeeinrichtung
- Doppelbiegeautomaten
- Mattenschweißanlangen
- Spezialmaschinen (Rollmatten, Bohrpfahl)
Bei dieser Form der Ansteuerung wird ein zweidimensionaler Barcode (PDF-Barcode) im BVBS-Format auf die Etiketten gedruckt.
Es wird keine Verkabelung zur Maschine benötigt, da dieser Barcode bereits alle notwendigen Daten beinhaltet. Es entfallen die Eingabezeiten an der Maschine sowie eventuelle Eingabefehler.
Der Mitarbeiter, der die Maschine bedient, meldet sich zu Beginn mit seiner persönlichen Barcodekarte an der Maschine an. In kurzen Abständen werden ständig alle Maschinen nach fertig produzierten Positionen abgefragt.
Diese Daten werden in LP-PRODPLAN gespeichert und in Balkendiagrammen grafisch dargestellt. Damit ist es möglich, einen fortlaufenden, aktuellen Überblick über den Fertigungsfortschritt zu erhalten.
Die Datenrückerfassung registriert:
- Wer
- Wann
- Welche Position
- Um wieviel Uhr
- Wie lange hat es gedauert
Mit diesem Modul können in LP-SYSTEM und LP-PRODPLAN Positionen rückerfasst werden. Vorraussetzung hierfür ist ein am Etikett vorhandener Abrissstreifen, auf den ein Barcode gedruckt wird.
Dies dient zur Produktionskontrolle d.h. nach Fertigstellung der Positionen wird der Abrissstreifen abgetrennt und mittels eines Scanners z.B. über WLAN eingelesen und somit zurückgemeldet.
Systemanforderungen
Stand 1. Januar 2019
A. Maschinenserver (nur bei Online Maschinenansteuerung)
Empfehlung
Wie Arbeitsplatz, aber zusätzlich:
- 19″ Monitor
- Serielle Schnittstellen nach Absprache mit LENNERTS & PARTNER GmbH
- Fernzugriff auf die PC-Console via RDP-Freigabe oder ähnlich
B. Fernwartung
- IP-Router oder
- Terminalserverzugriff auf den Server
- oder TeamViewer
C. USV
Empfehlung
- Online- oder Interaktiv-USV
- 1000 VA
- verwendbar für Fileserver, Maschinenserver
Alternative
- Online- oder Interaktiv-USV
- 3000 VA oder stärker
- Managementsoftware
- Verwendbar für gesamte EDV (je nach Ausrüstung)
Bei Neubeschaffung oder Aufrüstung sollte die empfohlene Hardware als Grundlage ver-wendet werden.
Werden auf den Computern weitere Softwareprodukte verwendet, so sind entsprechend deren Angaben Erweiterungen einzuplanen.
Wir möchten darauf hinweisen, dass es sinnvoll wäre, verschiedene Hardwareersatzteile auf Lager zu halten, um möglichen Ausfällen (z. B. Defekt, Diebstahl) entgegenzuwirken.
Sollten Sie noch Fragen haben, dann setzen Sie sich am besten vor der Anschaffung oder Er-weiterung mit uns in Verbindung.